- Zuhause
- Über uns
- Produkte
+
- Gestricktes Kupfer geflecht
![Gestricktes Kupfer geflecht]()
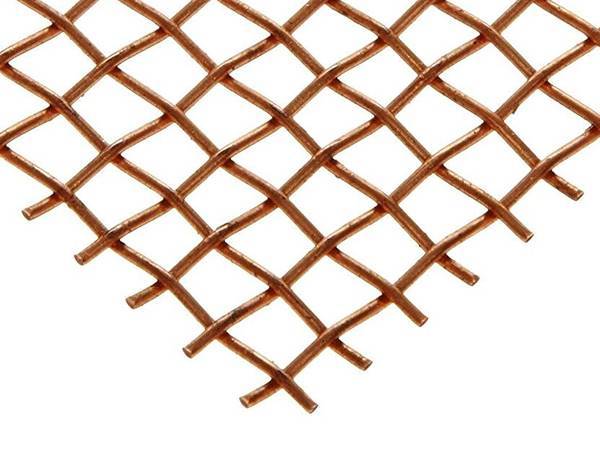
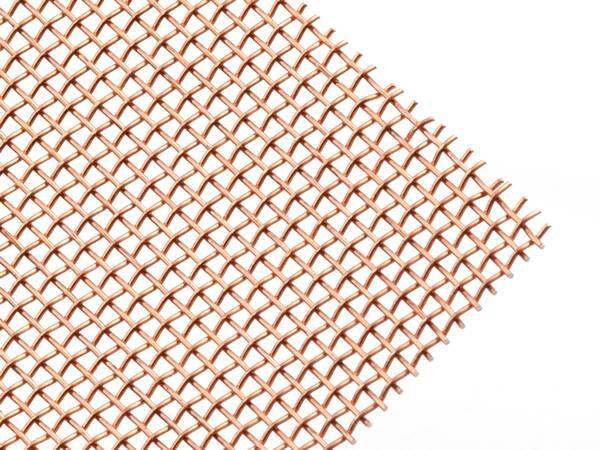
- Gewebtes Kupfer geflecht
![Gewebtes Kupfer geflecht]()
- Geschwister Kupfer draht geflecht
![Geschwärztes Kupfer draht geflecht bild]()
- Gewebtes Messing geflecht
![Eine Rolle aus Messing Draht geflecht mit goldgelber Farbe.]()
- Phosphor Kupfer Mesh
![Phosphor Kupfer Mesh Bild]()
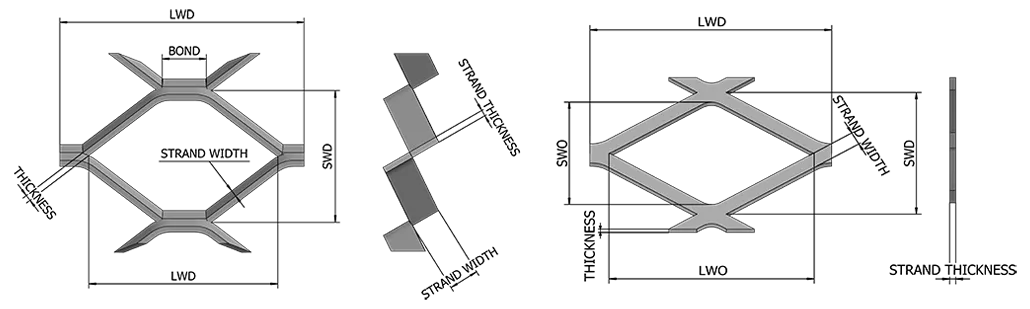
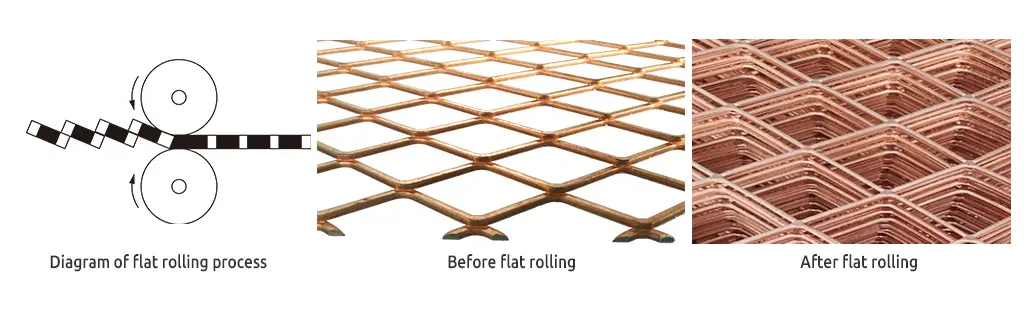
- Erweitertes Kupfer geflecht
![Erweitertes Kupfer geflecht]()
- Mikro expandiertes Kupfer geflecht
![Mikro expandiertes Kupfer geflecht]()
- Gequetschtes Kupferdraht geflecht
![Gequetschtes Kupferdraht geflecht]()
- Grobes Kupfer geflecht
![Grobes Kupfer geflecht]()
- Mittleres Kupfer geflecht
![Mittleres Kupfer geflecht]()
- Feines Kupfer geflecht
![Feines Kupfer geflecht]()
- Kupfer Abschirmung Mesh
![Kupfer Abschirmung Mesh]()
- Kabel abschirmung netz
![Kabel abschirmung netz]()
- Faraday scher Käfig
![Faraday scher Käfig]()
- Fisch käfig aus Kupfer legierung
![Fisch käfig aus Kupfer legierung]()
- Kupfer wäscher
![Kupfer wäscher]()
- Stuf-Fit Kupfer geflecht
![Stuf-Fit Kupfer geflecht]()
- Kupfer-Insekten-Bildschirm
![Kupfer-Insekten-Bildschirm]()
- Kupfer kamin Bildschirm
![Kupfer kamin Bildschirm]()
- Kupfer-Maschen-Maske
![Ein Stück Kupfer-Mesh-Maske auf dem grauen Hintergrund.]()
- Geschmolzenes Glas auf Kupfer geflecht
![Fuse Glas auf Kupfer Mesh]()
- Kupfernetz-Kunstwerke
![Kupfernetz-Kunstwerke]()
- Gestricktes Kupfer geflecht
- Technologie
- Taschen rechner
- Anwendungen
- Downloads
- Kontaktieren Sie uns