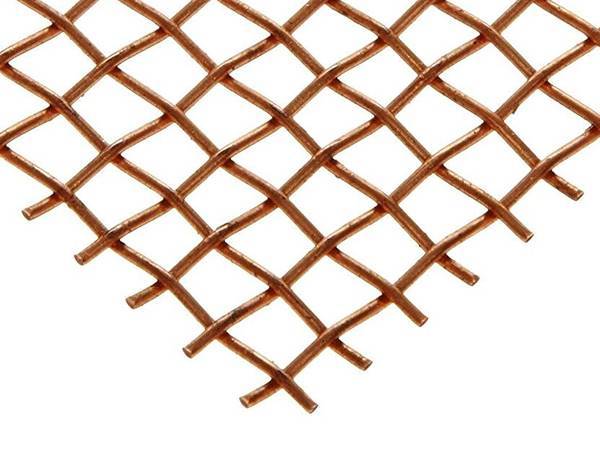
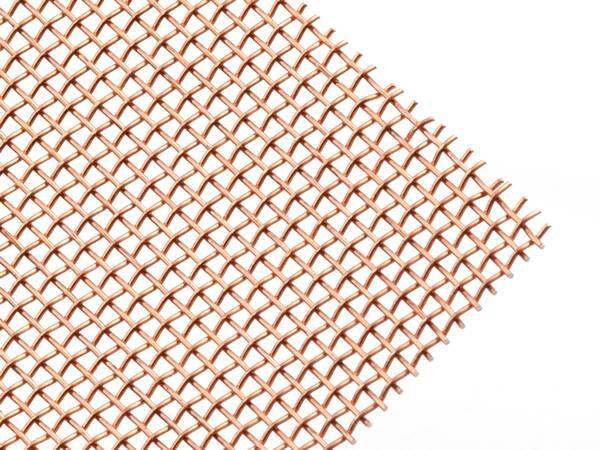
產品

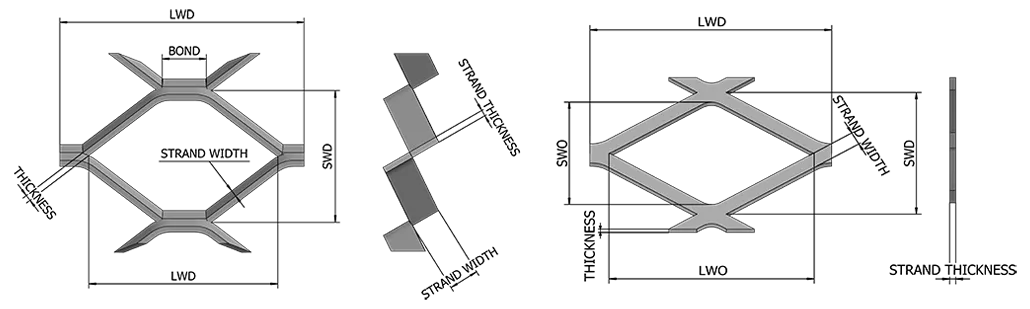
網格術語
網格圖案的維度 (美國/公制) 大小。
網格圖案的維度 (美國/公制) 大小。
網格圖案的維度 (美國/公制) 大小。
網格圖案的尺寸 (美國/公制)。
連接網格的交點。 有時被稱為關節。
(美國/公制) 社署的另一個術語。
在上部和下部工具之間進給的量和尺寸 (美國/公制) 長度,以產生網格。
用於生產標準材料的材料厚度 (美國/公制),即原始厚度。 它也是平整後材料的厚度。
放置在平面上時網格的厚度 (高度)。 在扁平材料的情況下,線和總厚度是相同的。
網眼內側的邊緣,外觀上可能是鋒利的或鋸齒狀的。 間隙不當或工裝磨損造成的。
在膨脹的片材或線圈的切口處的邊緣,看起來像網格形狀的尖頭。 由於間隙較大,因此在擴展工作中心使用鋼絲刷或銼刀進行清除。
工作表術語
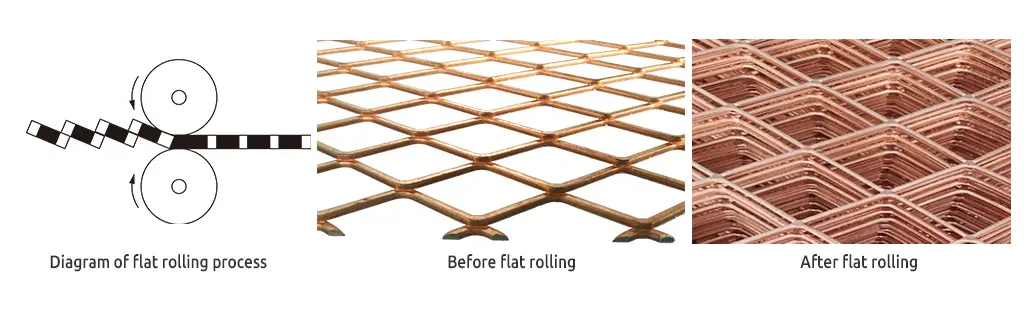
是指材料在離開擴展工作中心時處於原始狀態,處於升高或標準狀態。
這描述了通過冷輥軋機處理標準材料以在整個片材上實現均勻厚度的結果。 在該過程中,材料在進給方向上伸長,導致較長的片材並且可能在垂直於進給的方向上減小尺寸。
描述了通過冷軋輥減徑機加工以產生在整個片材上較不均勻的厚度的材料。 本產品屬於標準和完全平坦的材料之間。
是指通過冷輥軋機處理標準材料的結果,其中粘結強度略有降低。
指的是短褲,它是用於展平的膨脹材料。
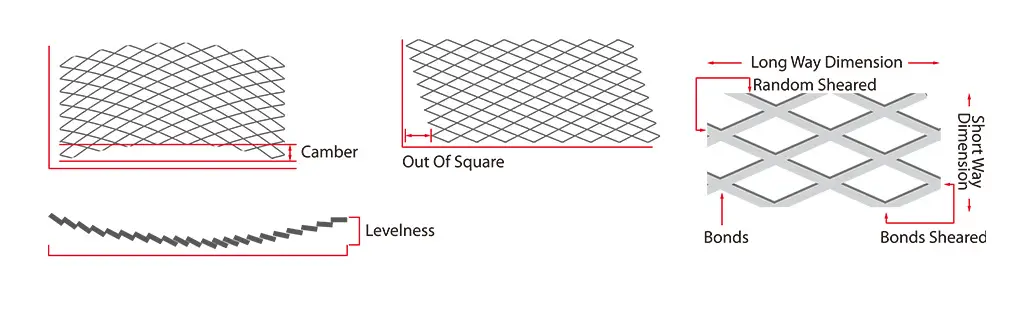
指示平行於薄板或卷材的短寬度方向 (SWO) 的尺寸 (以美國/公制單位)。
指示平行於薄板或卷材的長寬度方向 (LWO) 的尺寸 (以美國/公制單位)。
由於製造不當或原材料長度不正確而導致的缺陷,其特徵是類似於烏鴉腳形狀的開放結合。
製造術語
指的是膨脹的金屬網或走道格柵,當它以其原始的、未加工的形式離開擴張器時。
擴展的金屬網或走道光柵被剪切或切割成特定尺寸,沒有特殊要求。 板材尺寸可以保持嚴格的公差,但可能有開放的網格。
沿粘結或關節剪切或切割成特定尺寸的擴展金屬網或走道格柵。 片材尺寸取決於在M/R過程期間粘合落在何處。 此方法生成閉合網格。
一個較舊的術語,現在很少使用,指的是沿著粘結或關節的中心線剪切的擴展金屬網或走道格柵。 片材尺寸受在M/R過程期間結合下降的位置的影響,並且其產生閉合的、均勻的網格。 該過程可以使用M/R擴展器來實現。
進料到膨脹器中的原材料的量,以產生最終的膨脹長度。
送入擴張器的網片坯料的總量。
在膨脹過程中保持未膨脹的原材料的量。 最小化這一點至關重要,並且每個擴展工作中心的尺寸都不同。
「壓住」 的另一個術語,指的是未膨脹的原材料。
在膨脹過程之前去除原材料以使材料平方的量。 在紙張饋送操作中,這發生在每張新紙張上,並且必須保持為四個行程。
膨脹機工作中心設置的最後一步,在工作訂單開始之前完成所有規格。
板材或卷材的彎曲,通過沿金屬的凹側平行於長寬度方向 (LWD) 放置直邊併接觸板材的兩端來測量。 對於膨脹材料來說,在離開壓機之後表現出這種狀態是常見的。
指板材的角不形成90度角的情況。 它是通過將直邊平行於短寬度網格 (SWM) 來測量的。 該條件對於離開壓機之後的膨脹材料也是自然的。
上下工具之間的距離,使用墊片測量。 間隙因展開工作中心和被加工的材料而異。
用於創建擴展網格的成形和切割工具。 上工具形狀的材料和各種形狀和尺寸。 下部工具是用作剪切的平坦表面。 上部工具在下部工具的前面移動,非常像一把剪刀,以產生網格。
對我們產品的詢價
Boegger Industech Limited
E-mail:sales@copper-mesh.com
當您聯繫我們時,請提供您的詳細要求。 這將有助於我們給你一個有效的報價。
供應黃銅、銅、鉬等優質編織絲網。 所有網格均符合ASTM和ISO要求。 也歡迎定製規格。

版權所有© 2000 -Boegger Industech Limited