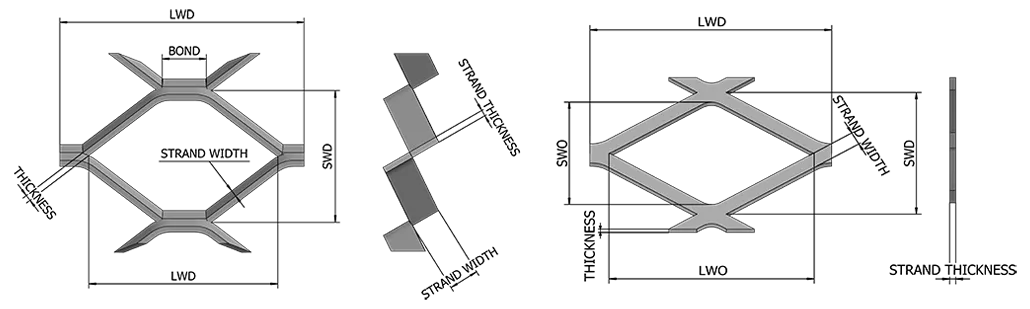
Tamaño dimensional (US/métrico) del patrón de malla.
Tamaño dimensional (US/métrico) del patrón de malla.
Tamaño dimensional (US/métrico) del patrón de malla.
El tamaño dimensional (US/Metric) del patrón de malla.
La intersección donde se unen las mallas. A veces referido como Knuckle.
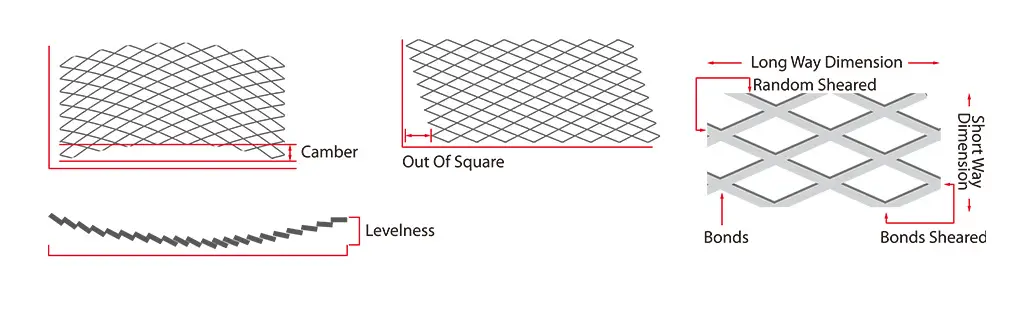
Otro término para SWD (US/Metric).
Cantidad y longitud dimensional (US/Métrica) alimentada entre las herramientas superior e inferior para producir la malla.
Espesor del material (US/Metric) utilizado para producir material estándar que es el espesor bruto. También es el espesor del material después del aplanamiento.
Espesor (Altura) de la malla cuando se coloca sobre una superficie plana. En el caso de material plano, hebra y espesor total es el mismo.
Un borde en el interior de la malla que puede ser afilado o dentado en apariencia. Causado por un despeje inadecuado o herramientas desgastadas.
Un borde en el corte de una hoja expandida o bobina que se parece a las puntas en la forma de la malla. Causada por una amplia holgura, la eliminación se realiza mediante un cepillo de alambre o un archivo en el centro de trabajo de expansión.
Terminología de la hoja
Se refiere al material en su estado original a medida que sale del centro de trabajo de expansión, ya sea en una condición elevada o estándar.
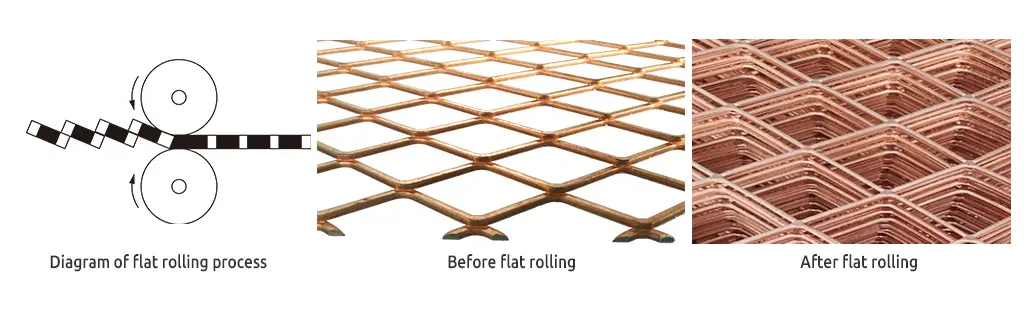
Esto describe el resultado de procesar material estándar a través de un laminador reductor en frío para lograr un espesor uniforme en toda la lámina. Durante este proceso, el material se alarga en la dirección de alimentación, dando como resultado una lámina más larga y dimensiones potencialmente reducidas en la dirección perpendicular a la alimentación.
FXM laminado recto: El material se aplana a lo largo de la dirección de anchura larga (LWD).
FXM Cruz laminado: El material se aplana a lo largo de la dirección de anchura corta (SWD).
Describe el material procesado a través de un molino reductor de laminación en frío para producir un espesor que es menos uniforme a través de la lámina. Este producto cae entre material estándar y completamente plano.
Se refiere al resultado de procesar material estándar a través de un molino reductor de laminado en frío, donde la resistencia de la unión se reduce ligeramente.
Se refiere a los pantalones cortos, que son materiales expandidos destinados al aplanamiento.
Indica el tamaño de cota (en unidades US/Métricas) paralelo a la orientación de anchura corta (SWO) de la hoja o bobina.
Indica el tamaño dimensional (en unidades US/Métricas) paralelo a la orientación de ancho largo (LWO) de la hoja o bobina.
Un defecto que resulta de una fabricación incorrecta o una longitud incorrecta de la materia prima, que se caracteriza por uniones abiertas que se asemejan a la forma de una pata de cuervo.
Terminología de fabricación
Se refiere a la malla de metal expandido o rejilla de pasarela a medida que sale del expansor, en su forma cruda, sin procesar.
Malla metálica expandida o rejilla de pasarela que se corta o corta a un tamaño específico sin requisitos particulares. Los tamaños de hoja se pueden mantener en tolerancias estrechas, pero pueden tener mallas abiertas.
Malla de metal expandido o rejilla de pasarela que se corta o corta a un tamaño específico a lo largo de la unión o nudillo. El tamaño de la hoja depende de dónde cae la unión durante el proceso M/R. Este método produce mallas cerradas.
Un término más antiguo, ahora raramente utilizado, que se refiere a la malla de metal expandido o rejilla de pasarela cizallada a lo largo de la línea central del enlace o nudillo. El tamaño de la lámina está influenciado por dónde cae la unión durante el proceso M/R, y produce mallas cerradas y uniformes. Este proceso se puede lograr usando un expansor M/R.
La cantidad de materia prima alimentada en el expansor para crear una longitud expandida acabada.
La cantidad total de piezas en bruto de malla alimentadas en el expansor.
Cantidad de materia prima que permanece sin expandir durante el proceso de expansión. Es crucial minimizar esto, y la dimensión varía para cada centro de trabajo de expansión.
Otro término para "sujetar", refiriéndose a la materia prima no expandida.
La cantidad de materia prima eliminada para cuadrar el material antes del proceso de expansión. En una operación de alimentación de hojas, esto ocurre con cada nueva hoja y debe mantenerse a cuatro carreras.
El paso final en la configuración del centro de trabajo del expansor, donde todas las especificaciones se finalizan antes de que comience la orden de trabajo.
El arco de una lámina o bobina, medido colocando un borde recto a lo largo del lado cóncavo del metal, paralelo a la dirección de ancho largo (LWD), y tocando ambos extremos de la lámina. Es común que los materiales expandidos presenten esta condición después de salir de la prensa.
Se refiere a la condición en la que las esquinas de la hoja no forman ángulos de 90 grados. Se mide colocando un borde recto paralelo a la malla de ancho corto (SWM). Esta condición también es natural para los materiales expandidos después de salir de la prensa.
La distancia entre las herramientas superior e inferior, medida utilizando cuñas. La separación varía según el centro de trabajo expandido y el material que se procesa.
Las herramientas de conformación y corte utilizadas para crear malla expandida. La herramienta superior da forma al material y viene en varias formas y tamaños. La herramienta inferior es una superficie plana que actúa como cizalla. La herramienta superior se mueve delante de la herramienta inferior, al igual que un par de tijeras, para producir la malla.