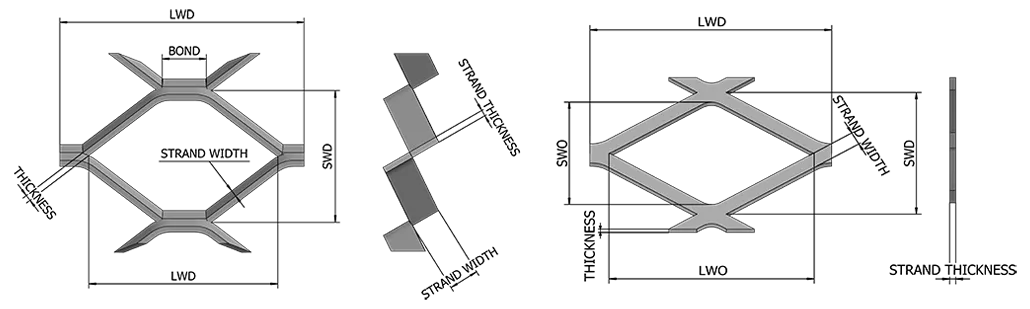
The dimensional (US/Metric) size of the mesh pattern.
The dimensional (US/Metric) size of the mesh pattern.
The dimensional (US/Metric) size of the mesh pattern.
The dimensional size (US/Metric) of the mesh pattern.
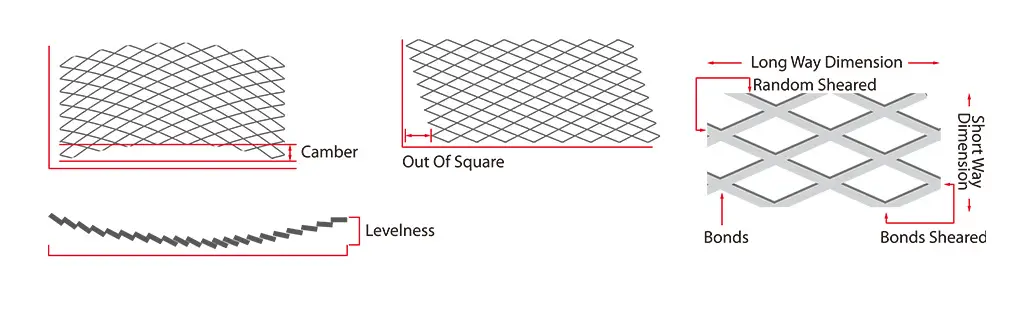
The intersection where meshes are joined. Sometimes referred to as Knuckle.
Another term for (US/Metric) SWD.
Amount and dimensional (US/Metric) length fed between the upper and lower tooling to produce the mesh.
Material thickness (US/Metric) used to produce standard material which is the raw thickness. It is also the thickness of the material after flattening.
Thickness (Height) of the mesh when laid on a flat surface. In the case of flat material, strand and overall thickness is the same.
An edge on the inside of the mesh that may be sharp or serrated in appearance. Caused by improper clearance or worn tooling.
An edge at the cut off of an expanded sheet or coil that looks like prongs in the shape of the mesh. Caused by a wide clearance, removal is done by wire brush or file at the expand work center.
Sheet Terminology
Refers to the material in its original state as it exits the expansion work center, either in a raised or standard condition.
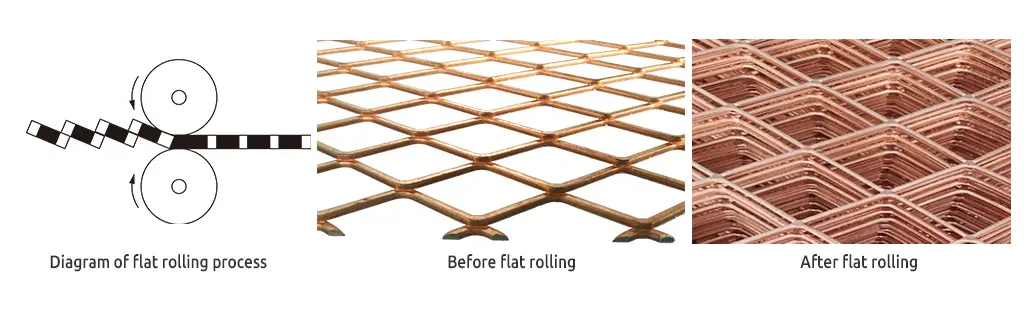
This describes the result of processing standard material through a cold roll reducing mill to achieve a uniform thickness across the entire sheet. During this process, the material elongates in the feed direction, resulting in a longer sheet and potentially reduced dimensions in the direction perpendicular to the feed.
FXM Straight Rolled: The material is flattened along the Long Width Direction (LWD).
FXM Cross Rolled: The material is flattened along the Short Width Direction (SWD).
Describes material processed through a cold roll reducing mill to yield a thickness that is less uniform across the sheet. This product falls between standard and fully flat material.
Refers to the result of processing standard material through a cold roll reducing mill, where the bond strength is slightly reduced.
Refers to shorts, which are expanded materials intended for flattening.
Indicates the dimensional size (in US/Metric units) parallel to the Short Width Orientation (SWO) of the sheet or coil.
Indicates the dimensional size (in US/Metric units) parallel to the Long Width Orientation (LWO) of the sheet or coil.
A defect resulting from improper manufacturing or incorrect raw material length, characterized by open bonds that resemble the shape of a crow’s foot.
Manufacturing Terminology
Refers to expanded metal mesh or walkway grating as it exits the expander, in its raw, unprocessed form.
Expanded metal mesh or walkway grating that is sheared or cut to a specific size without particular requirements. Sheet sizes can be held to tight tolerances but may have open meshes.
Expanded metal mesh or walkway grating that is sheared or cut to a specific size along the bond or knuckle. The sheet size depends on where the bond falls during the M/R process. This method produces closed meshes.
An older term, now rarely used, that refers to expanded metal mesh or walkway grating sheared along the centerline of the bond or knuckle. The sheet size is influenced by where the bond falls during the M/R process, and it produces closed, uniform meshes. This process can be achieved using an M/R expander.
The amount of raw material fed into the expander to create a finished expanded length.
The total quantity of mesh blanks fed into the expander.
The amount of raw material that remains unexpanded during the expansion process. It is crucial to minimize this, and the dimension varies for each expand work center.
Another term for "hold down," referring to unexpanded raw material.
The amount of raw material removed to square the material before the expanding process. In a sheet feed operation, this occurs with each new sheet and must be kept to four strokes.
The final step in the expander work center setup, where all specifications are finalized before the work order begins.
The bowing of a sheet or coil, measured by placing a straight edge along the concave side of the metal, parallel to the Long Width Direction (LWD), and touching both ends of the sheet. It is common for expanded materials to exhibit this condition after exiting the press.
Refers to the condition where the sheet's corners do not form 90-degree angles. It is measured by placing a straight edge parallel to the Short Width Mesh (SWM). This condition is also natural for expanded materials after exiting the press.
The distance between the upper and lower tooling, measured using shims. Clearance varies depending on the expand work center and the material being processed.
The forming and cutting tools used to create expanded mesh. The upper tooling shapes the material and comes in various shapes and sizes. The lower tooling is a flat surface that acts as a shear. The upper tool moves in front of the lower tool, much like a pair of scissors, to produce the mesh.