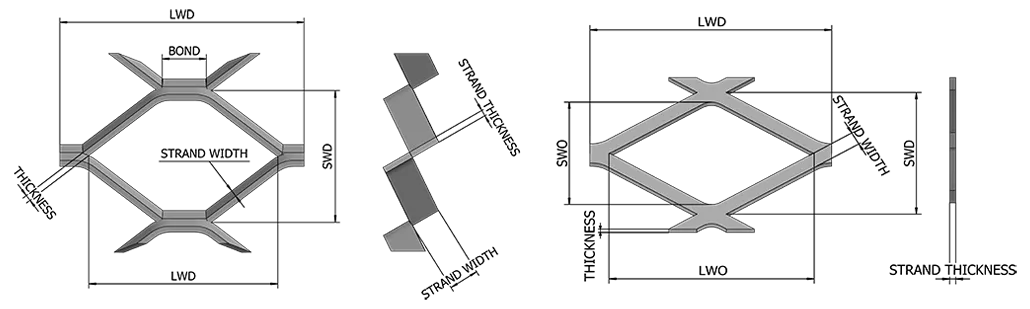
Taille dimensionnelle (US/Métrique) du modèle de maillage.
L'intersection où les maillages sont joints. Parfois appelé Knuckle.
Un autre terme pour (US/métrique) SWD.
Quantité et (US/Métrique) longueur dimensionnelles alimentées entre l'outillage supérieur et inférieur pour produire le maillage.
Épaisseur du matériau (US/métrique) utilisée pour produire un matériau standard qui est l'épaisseur brute. C'est aussi l'épaisseur du matériau après aplatissement.
Épaisseur (Hauteur) de la maille lorsqu'elle est posée sur une surface plane. Dans le cas d'un matériau plat, le brin et l'épaisseur globale sont les mêmes.
Un bord à l'intérieur de la maille qui peut être pointu ou dentelé en apparence. Causé par un mauvais dégagement ou un outillage usé.
Un bord à la coupe d'une feuille ou d'une bobine expansée qui ressemble à des broches en forme de maille. Causé par un dégagement large, le retrait est fait par la brosse métallique ou le dossier au centre de travail d'agrandissement.
Terminologie de la feuille
Se rapporte au matériel dans son état original pendant qu'il sort du centre de travail d'expansion, dans un état augmenté ou standard.
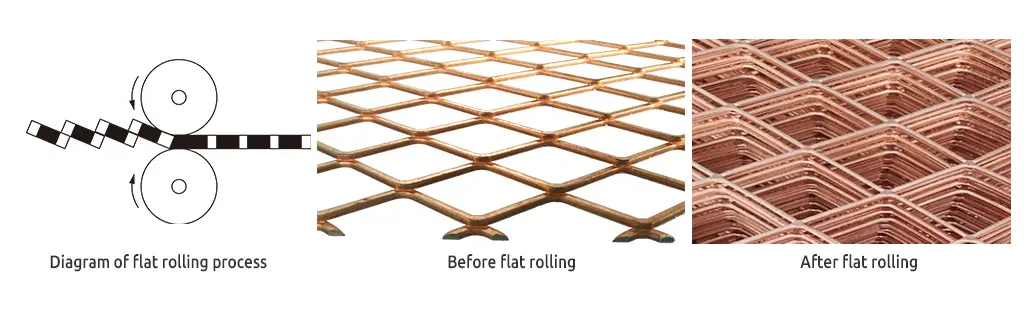
Ceci décrit le résultat du traitement du matériau standard à travers un laminoir à froid pour obtenir une épaisseur uniforme sur toute la feuille. Au cours de ce processus, le matériau s'allonge dans la direction d'alimentation, ce qui donne une feuille plus longue et des dimensions potentiellement réduites dans la direction perpendiculaire à l'alimentation.
FXM directement roulé: Le matériau est aplati le long de la direction de la grande largeur (LWD).
La croix de FXM a roulé: Le matériau est aplati le long de la direction de la courte largeur (SWD).
Décrit le matériau traité à travers un laminoir réducteur à froid pour obtenir une épaisseur moins uniforme sur la tôle. Ce produit se situe entre le matériel standard et entièrement plat.
Se réfère au résultat du traitement du matériau standard à travers un laminoir réducteur à froid, où la force de liaison est légèrement réduite.
Fait référence aux shorts, qui sont des matériaux expansés destinés à l'aplatissement.
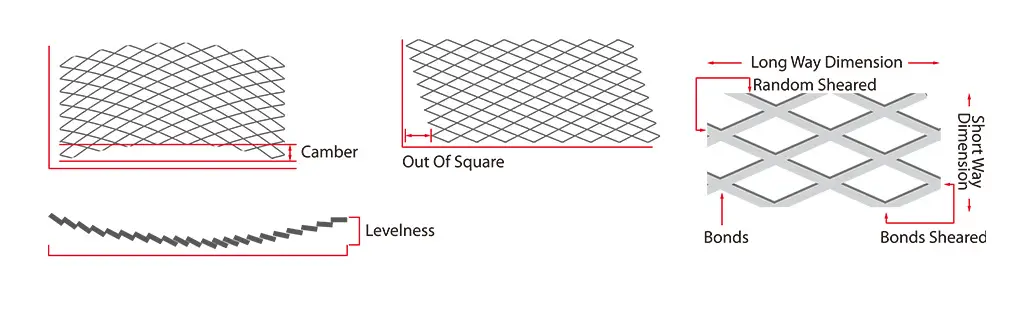
Indique la taille dimensionnelle (en unités US/métriques) parallèle à l'orientation de la courte largeur (SWO) de la feuille ou de la bobine.
Indique la taille dimensionnelle (en unités US/métriques) parallèle à l'orientation de la grande largeur (LWO) de la feuille ou de la bobine.
Un défaut résultant d'une fabrication incorrecte ou d'une longueur de matière première incorrecte, caractérisé par des liens ouverts qui ressemblent à la forme d'une patte d'oie.
Terminologie de fabrication
Se rapporte à la maille augmentée en métal ou à la grille de passage couvert pendant qu'il sort l'expandeur, dans sa forme crue et non traitée.
Maille augmentée en métal ou grille de passage couvert qui est cisaillé ou coupé à une taille spécifique sans conditions particulières. Les tailles de feuille peuvent être maintenues à des tolérances serrées mais peuvent avoir des mailles ouvertes.
Maille augmentée en métal ou grille de passage couvert qui est cisaillé ou coupé à une taille spécifique le long du lien ou de l'articulation. La taille de la feuille dépend de l'endroit où la liaison tombe pendant le processus M/R. Cette méthode produit des maillages fermés.
Un terme plus ancien, maintenant rarement utilisé, qui se rapporte à la maille augmentée en métal ou à la grille de passage couvert cisaillée le long de la ligne centrale du lien ou de la jointure. La taille de la feuille est influencée par l'endroit où la liaison tombe pendant le processus M/R, et elle produit des mailles fermées et uniformes. Ce processus peut être réalisé en utilisant un expandeur M/R.
La quantité de matière première introduite dans l'expanseur pour créer une longueur expansée finie.
La quantité totale d'ébauches de maille introduite dans le détendeur.
La quantité de matière première qui reste non expansée pendant le processus d'expansion. Il est crucial de minimiser cela, et la dimension varie pour chaque centre de travail d'agrandissement.
Un autre terme pour «maintenir», se référant à la matière première non expansée.
La quantité de matière première retirée au carré du matériau avant le processus d'expansion. Dans une opération d'alimentation de feuille, ceci se produit avec chaque nouvelle feuille et doit être maintenu à quatre coups.
La dernière étape de la configuration du centre de travail de l'expandeur, où toutes les spécifications sont finalisées avant le début de l'ordre de travail.
L'inclination d'une feuille ou d'une bobine, mesurée en plaçant un bord droit le long du côté concave du métal, parallèle à la direction de la grande largeur (LWD), et en touchant les deux extrémités de la feuille. Il est courant que les matériaux expansés présentent cette condition après avoir quitté la presse.
Fait référence à l'état dans lequel les coins de la feuille ne forment pas des angles de 90 degrés. Il est mesuré en plaçant un bord droit parallèle au maillage à courte largeur (SWM). Cette condition est également naturelle pour les matériaux expansés après la sortie de la presse.
La distance entre l'outillage supérieur et inférieur, mesurée à l'aide de cales. Le dégagement varie selon le centre de travail agrandit et le matériel étant traité.
Les outils de formage et de coupe utilisés pour créer un maillage élargi. L'outillage supérieur façonne le matériau et se présente sous différentes formes et tailles. L'outillage inférieur est une surface plane qui agit comme un cisaillement. L'outil supérieur se déplace devant l'outil inférieur, un peu comme une paire de ciseaux, pour produire le maillage.